Ручной станок для заточки ножей и ножниц. Приспособление для заточки ножей своими руками: чертеж Самодельный станок для заточки ножей
Процесс затачивания ножа или любого инструмента не требует каких-либо выдающихся навыков или знания особых движений. В большинстве случаев заточка ножа, даже самого оригинального и дорогостоящего, может быть выполнена обычными абразивными брусками или точильными приспособлениями. Но при одном условии - необходимо стараться выполнять рекомендации специалистов, занимающихся заточкой инструмента в промышленных условиях.
Чем точить нож
На вопрос,как заточить нож, ответов может быть несколько:
- Восстановить инструмент можно с помощью точильного бруска или комплекта трехгранных напильников с мелкой насечкой;
- Использовать приспособление для заточки ножей. Основное отличие данного метода от предыдущего варианта заключается в том, что ложемент под лезвие позволяет выдерживать стабильный угол заточки кромки;
- Использовать станок для заточки ножей.
К сведению! Что бы ни говорили энтузиасты ручного затачивания, правильно настроенный автомат или миниатюрный станок справится с формированием угла кромки намного лучше ручного бруска.
Для обычных людей затачивание ножевых кромок является повседневным делом, и если существует выбор, использовать станок для заточки ножей своими руками или затачивать лезвие с ручной подгонкой режущей кромки в течение нескольких часов, то,видимо, здравый смысл выберет заточной станок.

Как правильно получить острую кромку кухонного ножа

Движение и наклон лезвия относительно бруска не так очевидны, как могут показаться на первый взгляд. Чтобы правильно понять технику затачивания, можно воспользоваться видео про заточку ножей:
К сведению! Современные ножи изготавливают из широкого спектра углеродистых и легированных сталей. Каленую кованую сталь необходимо затачивать абразивным брусочком, а относительно вязкую нержавейку только трехгранным напильником.
Лезвия из мягких и вязких сталей с низким содержанием хрома и углерода могут быть заточены напильником, в то же время очень быстро забивают поверхность абразивного бруска. Гибкие кованые лезвия необходимо фиксировать с помощью упора и затачивать бруском, скользящими движениями. Регулярное пользование бруском для заточки кухонных ножей приводит к засаливанию поверхности, которую приходится восстанавливать обдиркой.

Старое приспособление для затачивания кованых ножей изготавливалось в виде двух клиновидных брусков из мореного дуба. Бруски укладывались по обе стороны клинка так, чтобы свободной оставалась режущая кромка, «бутерброд» перетягивался бечевкой и обычным точильным камнем затачивался до остроты бритвы. Клинья из твердой древесины позволяли правильно направить брусок и получить необходимый угол заточки.
По приведенным рекомендациям выполняется ручная заточка ножей для рубанка. На толстое стекло наклеивается мелкозернистая наждачная шкурка, но устанавливается скошенной частью режущей кромки на поверхность абразива и затачивается круговыми движениями.
Более сложной получается заточка керамического ножа, вручную режущую кромку можно подправить надфилем с алмазным напылением, или использовать специальную шлифовальную пасту.
Домашние варианты заточки ножа

Простейшее приспособление для заточки ножей приведено на схеме. Для его изготовления потребуется брусок из твердой древесины, верхнюю плоскость которого затачивают под углом формирования режущей кромки. Такое решение помогает правильно удерживать угол обработки кромки. Чтобы затачивать лезвие было удобнее, для фиксации клинка в плоскость бруска можно завернуть пару саморезов.

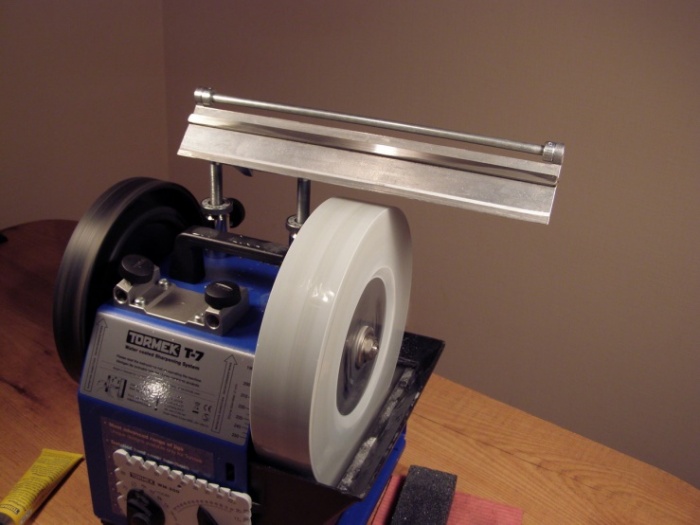
Для заточки строгальных ножей можно собственноручно изготовить приспособление к точилу, изображенное на фото. Такое решение упрощает процесс и позволяет заточить лезвие максимально остро, но отсутствие механизации требует от мастера определенного навыка и сноровки.
Приспособления и станки для правки и заточки ножей
Заточка ножей — занятие, безусловно, творческое и требующее большого терпения и сноровки. Но стоит ли тратить силы и время на решение задачи, с которой может успешно справиться специально сконструированный станок или приспособление для заточки ножей. Если для ножей, домашних инструментов, например, строгальных приспособлений, кухонных или разделочных клинков можно попытаться восстановить режущую кромку лезвия своими руками, то для промышленных объемов не помогут даже приспособления для затачивания. Потребуется мощный и производительный станок.
Станки для заточки лезвий разделочных ножей
Высшей формой острого ножевого лезвия являются не раритетные модели с хромированными лезвиями и рукоятками из редких пород дерева. Это скорее музейные экспонаты или их дешевая имитация. Образцом остроты лезвия считается разделочный или обвальный нож, которым по 12 часов в сутки разделывают сырое мясо и шкуры. Именно в таких условиях кромка кованого ножа из качественной стали тупится необычайно быстро.
Для небольших объемов разделочных работ затачивать ножевые лезвия можно на простых станках с автоматическим контролем угла режущей кромки.


Для разделочных участков мясоперерабатывающих предприятий чаще всего используют профессиональное оборудование KNECHT USK 160. Станок обладает высокой степенью универсальности, что позволяет выполнять заточку всего ассортимента режущего инструмента, от филейных лезвий до разделочных ножниц.
Станки для заточки режущих элементов столярного инструмента
Заточка ножей для деревообрабатывающих станков требует обязательного применения специализированного станочного оборудования. Если выполнить заточку относительно короткого лезвия домашнего ножа или ручного рубанка можно ручным способом с помощью простейшего приспособления, то длинные и острые лезвия фуганков и строгальных станков необходимо затачивать с использованием механического привода подачи заточного инструмента.

Если попытаться заточить инструмент своими руками на точильной чашке без опоры и направляющих салазок, на режущей кромке образуются участки с разным углом заточки. При обработке древесины это приводит к образованию неровной волнистой поверхности доски или массива.

Небольшие плоские ножевые лезвия можно затачивать на простом станке вертикального типа.
Дисковые пилы, как правило, затачивают на станках, оборудованных делителем и поворотным столом.

Универсальные заточные станки
В работе небольших столярных мастерских, деревообрабатывающих участков, ремонтных контор используются универсальные заточные станки, способные затачивать очень большой ассортимент режущих инструментов, в том числе выполнять заточку ножей для гильотины.
В качестве примера можно привести настольную модель станка ВЗ-319. Благодаря жесткой станине и правильно подобранным передаточным числам механического привода агрегат может затачивать практически любой инструмент, от лезвий рубанков до цилиндрических фрез.


Заключение
Заточка ножей давно вышла из рамок ремесленного мастерства в разряд обычной механической операции. Большое количество всевозможных машинок и приспособлений, настольных станков и автоматов способны выполнять непростую работу в течение нескольких минут. Купленная один раз в жизни высококачественная точилка способна прослужить несколько десятилетий, избавив от проблем переточки ножевых лезвий.
Зачастую для заточки ножей в домашних условиях используют обычные абразивные бруски. Но для их применения необходима особая практика, так как при неправильном угле для заточки результат будет плачевным. Лезвие не будет иметь должной остроты, что потребует дополнительной обработки.
Правила заточки ножей
Прежде чем приступить к изготовлению самодельного устройства для заточки ножей необходимо ознакомиться с рекомендациями специалистов. На первом этапе необходимо определить угол между рабочей частью лезвия и бруском. Это можно сделать индивидуально для каждой модели.
Нож должен располагаться строго перпендикулярно направлению бруска. Угол при этом может быть равен половине заточки. Это связано с тем, что во время обработки на поверхности лезвия формируются канавки. Они появляются из-за воздействия абразивных компонентов. При минимальной зернистости инструментов они будут незначительными. Но при этом также будет небольшая степень воздействия на нож.
Кроме этого фактора при заточке ножа своими руками следует учитывать:
- средний угол заточки равен 20-25 град;
- обработка выполняется с начала лезвия;
- для контроля угла заточки можно закрасить часть лезвия маркером. Таким образом можно контролировать фактическую область воздействия.
Следует помнить, что деформация по всей длине рабочего лезвия будет неоднородной. Поэтому при выполнении заточки своими руками «точкой отчета» должна быть самая тупая часть ножа.
Образующиеся канавки из-за воздействия бруска должны быть строго перпендикулярны линии ножа. Это является основным условием правильной заточки.
Выбор брусков для заточки ножей

Основным компонентом самодельного станка для заточки будет брусок. Это абразивный материал, который при воздействии на лезвие истончает его, увеличивая остроту. Поэтому перед выбором конструкции следует правильно подобрать бруски.
Главным показателем бруска является зернистость, но также следует учитывать и размеры. В идеале длина инструмента должна быть не меньше длина ножа. Это обеспечит равномерную обработку, уменьшит вероятность появления дефектов.
Для заточки ножей своими руками потребуются следующие типы брусков:
- высокой зернистости. С их помощью происходит первичная обработка, исправляется форма лезвия;
- средней зернистости. Они предназначены для удаления канавок, сформировавшихся во время выполнения первой операции;
- оселок или кожаный ремень, натертый пастой ГОМ. Этот этап называется полировкой или окончательной доводкой лезвия.
Главной задачей составления схемы конструкции является правильное расположение брусков. Поэтому рассмотрим несколько вариантов их фиксации относительно лезвия ножа.
Для заточки обыкновенных кухонных ножей будет достаточно два типа брусков — с высокой и средней зернистостью. Дополнительно к ним потребуется оселок.
Простой вариант станка

Самый простой вариант конструкции станка представляет собой две пары деревянных реек, соединенных между собой с помощью регулируемых винтов. Между этими компонентами крепится брусок.
Главным условием при изготовлении этой конструкции является устойчивость. Во время работы она не должна менять свое местоположение на рабочем столе. Для лучшей фиксации бруска рекомендуется предусмотреть опорные планки, расположенные между деревянными компонентами.
Несмотря на простоту изготовления своими руками, этот станок имеет ряд недостатков:
- лезвие выставляется вручную относительно камня. При длительной работе не всегда можно контролировать угол заточки;
- потребуется дополнительный узел фиксации. Так как конструкция должна быть устойчива — ее исследует жестко закрепить на рабочем столе;
- в процессе работы стяжки могут ослабнуть, тем самым изменить расположение бруска.
Основным преимуществом этой схемы является простота изготовления. Конструкция подойдет для заточки кухонных ножей в домашних условиях. В качестве дополнительных компонентов потребуется оселок.
Толщина деревянных реек может быть различна. Фактически для самостоятельного изготовления подобной конструкции можно использовать любые подручные материалы.
Ручной станок для заточки с регулировкой бруска

Для достижения лучшего результата в качестве основы рекомендуется взять чертежи заводских моделей инструмента. Их отличие от вышеописанной инструкции заключается в жесткой фиксации ножа, но при этом потребуются большие усилия для изготовления.
Конструкция состоит из опорного стола, на котором крепится лезвие ножа. В вертикальном положении устанавливается винтовая стойка. На нее крепится планка с прорезью. Точильный камень монтируется на направляющем стержне. Угол заточки изменяется путем смещения планки с прорезью по винтовой стойке.
Особенности эксплуатации станка подобного типа:
- угол заточки выставляется с высокой точностью. Его изменение зависит от шага резьбы стойки;
- вместо бруска можно использовать наждачную бумагу. Для этого из оргстекла изготавливается основа. Вдоль нее делается отверстие для установки на направляющий стержень. Наждачная бумага приклеивается к поверхности оргстекла;
- опорное основание лучше всего сделать широким. Это даст возможность закрепить его с помощью струбцин на любой столешнице.
Основная проблема эксплуатации этой конструкции заключается в долгой регулировке угла заточки. Это может отразиться на скорости выполнения работы если происходит обработка несколько типов ножей. Под каждый из них нужна долгая настройка станка.
Для увеличения качества можно использовать воду или масло. Они наносятся на абразивную поверхность, тем самым уменьшая влияние отколовшихся частиц бруска на лезвие.
Заточной станок с регулировкой положения ножа

Альтернативным вариантом изготовления станка является изменение положения ножа относительно камня. В целом конструкция во многом схожа с вышеописанной, но значительно проще для изготовления.
На основании устанавливается подвижный блок крепления для штыря с камнем. На этой же плоскости монтируются два фиксатора. Один из них будет упорный, а второй — регулируемый. Изменяя расстояния между фиксаторами можно регулировать угол заточки.
Основным недостатком этой конструкции является износ бруска в одном месте. Для решения этой проблемы рекомендуется сделать длинный штырь для регулирования положения кромки относительно лезвия.
Помимо вышеописанных схем существует масса заточных станков, которые можно сделать своими руками. При выборе оптимальной модели следует исходить из фактического наличия подручных материалов. Также рекомендуется провести анализ заводских станков. Нередко именно они являются основой для изготовления уникальной конструкции.
В настоящее время существует несколько видов: станок для заточки ножей, для парикмахерской машинки и другие. В этой статье говорится о том, как сделать станок для заточки ножей на дому: представлены подробные чертежи с размерами, фото и видео (2–3 ролика).
Нередко при заточке ножиков на дому домочадцы пользуются абразивными брусочками. Однако для того чтобы использовать их на практике, нужны необходимые навыки и опыт работы с ними. Ведь если нож заточен под неправильным углом, то лезвие остаётся тупым.
Схема расположения брусочка к лезвию.
Перед непосредственным изготовлением станка нужно прислушаться к советам от слесарей-заточников.
При заточке ножа мастер выполняет такие действия:
Определяет угол между рабочей областью лезвия и брусочком. Причём для каждой модели углы бывают разными;
Нож расположен под углом в 90 градусов к направлению бруска. Канавки, которые образуются при трении бритвенного спуска ножика о брусок, должны находиться под 90 градусов к ножевой линии. Угол в подобной ситуации равен половине заточки;
Как правило, угол составляет 25 градусов;
Слесарь начинает обработку с начала ножного лезвия;
При регулировке заточного угла мастер закрашивает часть ножного лезвия любым маркером. В итоге слесарь контролирует непосредственно рабочую область.
Как правило, после заточки рабочее лезвие имеет неоднородные деформации. Поэтому при самостоятельной обработке «точкой отчёта» должна быть не острая часть ножика.
Выбор брусочков для заточки ножа

Основной показатель брусочка - зернистость.
Брусок – это основной компонент, который делает лезвие тонким и острым. В итоге перед выбором конструкции необходимо выбрать нужные брусочки.
При самостоятельной заточке ножей домочадец пользуется такими типами брусочков
которые имеют высокую зернистость. С помощью применения таких брусков исправляют форму ножного лезвия
имеющие среднюю зернистость. С помощью таких брусков слесарь удаляет канавки, которые образуются во время первичной обработки ножика
оселок, который покрыт пастой ГОМ. В подобной ситуации слесарь полирует лезвие.
При обработке ножиков на кухню можно использовать два типа- со средней и высокой зернистостью. А также в этом случае необходимо воспользоваться оселком.
Основание
При изготовлении заточного станка на дому можно использовать различные детали. В частности, можно воспользоваться ламинированной ящичной фанеркой толщиной 12 мм, которую раньше применяли при создании корпусов радиотехники.
При сооружении на дому станка домочадец выполняет такие действия:
Выбирает основу для подобной установки, которое должно весить как минимум 5 кг. В противном случае на станке нельзя будет заточить рубящие приспособления и инструменты. Поэтому при изготовлении подобного оборудования квартирант использует различные стальные уголки размером 20х20 мм;
Далее, из фанеры выпиливает лобзиком 2 детали, которые имеют трапециевидную форму, основу — 170 на 60 мм, а высоту 230 мм. При резке слесарь делает припуск 0,7 мм на заточку торцов: они в итоге получаются прямыми и подходят по разметке;

Устанавливает между наклонными стенками по бокам 3 деталь - наклонную поверхность из фанеры таких размеров 230 х 150 мм.
В подобной ситуации трапециевидные бока находятся сбоку на прямоугольной поверхности.
В итоге получается основа - клин. В подобной ситуации в передней части образуется выступ наклонной поверхности размером в 40 мм;
Затем по боковым стеночным торцам слесарь отмечает рейсмусом 2 черты. При этом он отступает на половину толщины фанерки;
Просверливает торцы наклонной поверхности и на какое-то время соединяет детали основы;

Сзади конструкции слесарь соединяет боковые стенки с помощью брусочка 60х60 мм, который крепится в торец двумя шурупами с 2 сторон; - делает в брусочке 10 мм щель.
В подобной ситуации он отступает 50 мм от центра - на 25 мм от края. Для сохранения вертикального положения, сначала сверлится не толстым сверлом с 2 краёв, а потом расширяется;

Затем на верху и снизу вкручивается в щель два резьбовых фитинга-футорки, а в фитингах - шпильку размером 10 мм, длина которой равна 250 мм.
При несовпадении резьб со шпильками регулируется нижняя футорка.
Устройство подручника
При изготовлении устройства подручника выполняются такие действия:
Снимает с основы ровную наклонную часть, дорабатывает её и устанавливает на ней устройство фиксации, а также прижим используемого приспособления;
Отмеряет от края впереди 40 мм и по такой отметке с помощью применения садовой ножовки выпиливает паз, глубина которого равна 2 мм;
С помощью применения сапожного ножа с торца доски откалывает 2 верхних шпонированных слоя. В итоге получается выборка, в которую слесарь вставляет 2 мм стальную пластинку на одном уровне с общей поверхностью;

Подручник имеет в своём составе 2 планки из стали размерами 170х60 мм и 150х40 мм. Станочник соединяет их по большому торцу, который имеет равные краевые отступы, и делает 3 сквозных щели на 6 мм.
С помощью болтов стягивает планки по сделанным щелям. В подобной ситуации станочник оставляет шляпки болтиков со стороны большой верхней пластинки;
Потом снимает металлические дефекты сварного шва в виде наплывов и шлифует пластинку до придания ей ровной поверхности;

Прикладывает маленькую ответную планку к краевой выборке, переносит щели сверлом и закрепляет подручник болтами.
Устройство фиксации

Второй важной деталью подручника считается прижимная планка. Её можно сделать из 2 деталей.
Г-образной планки размером 150х180 мм, ширина полочек которой равна 50 мм (верхней);
Ответной планки в форме прямоугольника размером 50х100 мм (нижней).
При изготовлении прижимной планки станочник выполняет такие действия:
Устанавливает нижнюю планку на дальнем краю верхней;
По центру делает 2 отверстия и отступает 25 мм от краёв детальки, через отверстия соединяет детальки двумя 8 мм болтиками;
Вкручивает 8 мм болтики по 2 сторонам. В подобной ситуации шляпа ближнего болтика расположена около верхней планки;
Приваривает шляпки болтиков к пластинкам и заранее шлифует до образования округлости;
Да наклонной доске отступает 40 мм от края и проводит рейсмусом черту;
Делает по краям внизу и вверху по одной 8 мм щели в 25 мм;
С помощью разметки соединяет края щелей и электролобзиком делает пропил с припуском. Напильником расширяет паз до ширины, равной 8,5 мм;

Скрепляет планки посредством паза, который есть в доске верхний болтик затягивает гайкой и, таким образом, крепко крепит планку.
Потом затягивает соединение 2 гайкой;
При прижиме нижней планки (в нише основы) накручивает на второй болтик барашковую гайку.
Контроль угла заточки
При регулировке угла заточки слесарь выполняет такие действия:
На шпильку, которая находится в брусочке станочной основы, набрасывает большую шайбу и затягивает гайку.

Стержень не проворачивается в футорке изготавливает колодку для регулировки заточного угла из маленького карболитного бруска, размеры которой составляют 20х40х80 мм.
В 15 мм от колодочного края сверлит в 20 мм торец с 2 сторон, расширяет щель до 9 мм, потом внутри делает резьбу;
Отступает 50 мм от оси новой щели и сверлит ещё одну в плоской части заготовки - на 90 градусов к прежнему. Подобная щель имеет диаметр 14 мм. В подобной ситуации слесарь сильно развальцовывает отверстие с помощью применения рашпиля круглой формы;
Накручивает колодку на шпиль - устанавливает нужную высоту проушины без применения фиксирующих винтов;
Крепит колодку с 2 сторон шестигранными гайками М10.
Использование сменных брусочков и изготовление каретки
При изготовлении точильной каретки станочник выполняет такие действия:
Сваривает 30 см резьбовые шпильки М10 с гладким прутом, толщина которого равна 10 мм;
Использует 2 твёрдых бруска 50х80 мм и толщина которого равна 20 мм. Во всех брусочках по центру и сверху отступает 20 мм от края, а потом делает щель шириной 10 мм;
Накручивает на штангу барашковую гайку, потом большую шайбу и 2 бруска, затем гайку и шайбу;

Между брусками зажимает прямоугольные заточные камни или изготавливает несколько сменных заточных брусочков.
В качестве брусочной основы станочник использует прямоугольную трубку из профиля или кусок карниза, ширина которого равна 50 мм ;

Зашкуривает плоскую станочную часть и очищает её от жира, клеем «Супер Момент» склеивает полоски наждачки с зернистостью, достигающей 1200 грит.
Наждачка должна иметь основу из ткани, а на 1 из брусочков нужно приклеить полоску замши для нанесения на лезвия полировки .
Простой самодельный станок
Самым распространённым вариантом станочной конструкции считаются 2 пары реек из дерева, которые скреплены между собой винтиками. Между такими деталями станочник устанавливает брусок.
Основная причина популярности использования ручного самодельного станка для заточки различных ножей - это его устойчивость. Во время работы станочная конструкция никак не движется по верстаку.

При фиксации брусочка слесарь пользуется опорными планками, которые находятся между деревянными элементами.
Однако подобный самодельный станок обладает такими недостатками:
Мастер выставляет лезвие к камню вручную. При продолжительной работе сложно уследить за углом заточки;
При изготовлении такой установки необходимо воспользоваться фиксирующим узлом. Станочная конструкция должна быть устойчивой, поэтому её нужно жёстко крепить на верстаке;
В процессе работы ослабевают стяжки и изменяется расположение брусочка.
Ещё одно преимущество подобной схемы-лёгкость изготовления. Такую станочную конструкцию чаще применяют при заточке ножиков для фуганка и для кухни.
Рейки из дерева могут быть различной толщины. При самостоятельном изготовлении простого заточного станка можно воспользоваться различными подручными компонентами.
При первичном изучении всех нюансов изготовления необходимо посмотреть тематические видео, в которых подробно описано, как сделать станок на дому.
Интерес к изготовлению точилок для ножей своими руками возникает не просто так. Потребительские качества ручного режущего инструмента повышаются благодаря использованию современных материалов и технологий для изготовления клинка и точной фабричной заточке. Одновременно растет и цена изделия, но испортить достаточно дорогую вещь примитивной заточкой становится все проще. Поэтому различные бытовые приспособления для заточки ножей нужны уже не только для удобства. Чтобы разобраться, почему точилка для ножей все-таки нужна и как ее правильно сделать, начать придется с идеологии и эволюции ножа.
Зачем нужна точилка
Живой реликт наших дней – финский охотничий нож. Не бандитская финка порой причудливой формы, а охотничий нож финского типа, слева на рис. Традиционные охотничьи ножи (в центре и слева) по форме на него похожи, но разница между ними очень большая.

Клинок финского ножа отковывается из кричного железа, которое можно выплавить прямо у себя во дворе из болотной руды в печке-домнице, не прибегая к доменному процессу, пудлингованию и пр. способам передела чугуна в железо и сталь. Вязкость кричного железа отменная, сломать клинок из него очень трудно. Но и твердость невелика, где-то HRS55, нож довольно быстро тупится. Финских охотников это не волновало: клинок такой твердости можно направить (подточить) отбивкой на многих природных камнях, а оглаженных моренных валунов в Фенноскандии всегда хватало.
Точат нож отбивкой примерно так же, как отбивают косу, только оселок неподвижен, а двигают клинок. Сначала его тянут по оселку обухом от себя, затем переворачивают и тянут обухом к себе. Положение режущей кромки (РК) на оселке всегда волочащееся; движения быстрые: ширк-ширк! На каждом движении нужно держать пятно контакта лезвия с оселком (см. далее), но к выдерживанию угла наклона требования не столь строгие. Научиться точить нож отбивкой не очень сложно, а при некотором навыке можно и наводить на лезвие плавно сбегающий профиль, см. далее. Однако финский нож в общем-то тупик эволюции режущего инструмента, выживший в особых природных условиях.
Хороший нож дешевым никогда не был, а в экстремальной ситуации стойкость лезвия в сочетании с вязкостью клинка становились жизненно важными обстоятельствами. Поэтому еще в древности клинки ножей научились закаливать с поверхности и цементировать: сердцевина оставалась вязкой, не ломкой, а снаружи на ней образовывалась твердая каленая корка, см. след. рис.:
Направить нож с цементированным клинком отбивкой еще возможно, но навык нужен такой, какой дается не всем. И абразив уже нужен из особой породы камня – литографского сланца грюнштейна. Его в природе мало; грюнштейн и поныне числится стратегическим сырьем. Искусственного грюнштейна нет и не предвидится. Испортить же цементированный нож неумелой отбивкой проще простого – чуть где-то кора цементации сдерется до сырого металла (на глаз этого не видно), нож останется только выбросить, лезвие будет сразу тупиться и пойдет крошиться.
Примечание: если у вас где-то завалялся старинный оселок для косы слегка зеленоватого цвета, не выбрасывайте, это ценный раритет.
Хозножам не требуется такая стойкость и вязкость, как охотничьим и походным, и стоить они должны много меньше. Как следствие, в производстве хозножей широко используются спецстали и порошковая металлургия. Клинок «вечного» кухонного ножа структурирован наподобие резца грызуна: продольными слоями, твердость которых падает от сердцевины наружу. В любом случае точить нож приходится реже, но отбивка исключается однозначно – лезвие от нее сразу выкрашивается.
Как точат нож?
По указанным причинам была давно уже придумана технология заточки тяни-толкай (push-pull sharpening или пушпульная техника заточки):
- Клинок толкают по оселку от себя с проворотом, держа обухом к себе, положение РК набегающее (скребущее);
- Затем, не отрывая лезвие от оселка, тянут его обухом к себе с проворотом в обратную сторону, положение РК волочащееся;
- Клинок переворачивают и повторяют пп. 1 и 2;
- Пп. 1-3 повторяют, в каждом цикле уменьшая нажим, пока образующийся на РК заусенец не сойдет на нет (не слижется).
Примечание: когда говорят или пишут «уйдет заусенца» и т.п., это неверно. У металлистов есть жаргонное словечко «заусявка»; у электриков – «выключавка». Но в русском заусенец и выключатель мужского рода.
Пушпульная заточка бережет клинок, но требует от оператора высокого умения, т.к. в процессе заточки нужно непрерывно и точно соблюдать ряд условий, см. также рис. ниже:
- Выдерживать угол наклона лезвия к оселку, плавно меняя его сообразно кривизне РК.
- Следить, чтобы касательная к образующей лезвия и поперечная ось пятна контакта РК с оселком совпадали.
- Также следить, чтобы ось пятна контакта всегда была перпендикулярна продольной оси оселка.
- Плавно менять нажим на клинок по мере изменения площади пятна контакта.
Соблюсти все эти условия одновременно, совершенно симметрично на прямом и обратном ходу клинка по оселку, очень трудно, а современный нож, как сказано выше, неправильной заточкой может быть испорчен. Любое бытовое приспособление для заточки ножей как раз и предназначено, чтобы избавить точильщика от непрерывного контроля хотя бы части указанных условий.

Примечание: для успешной пушпульной заточки длина оселка (см. далее) должна быть не менее 2-х длин клинка ножа от черенка до кончика.
Профили заточки
Профиль лезвия ножа увязан со свойствами материала и структурой клинка, а также со свойствами материалов, для обработки которых инструмент предназначен. Заточка на простой тупой клин (поз. 1 на рис.) дает стойкое, но грубое лезвие: сопротивление резанию велико, а достаточно вязкие материалы нож рвет. Острый клин (поз. 2) быстро тупится или выкрашивается, на вязких и/или волокнистых материалах сопротивление резанию может быть и больше, чем тупым клином из-за трения отрезаемого о клинок.
Идеальным во всех отношениях является оживальный (плавно сбегающий) профиль, поз. 3. Специалисты до сих пор спорят, какая его образующая лучше – эвольвента, гипербола или экспонента. Но бесспорно одно – сделать оживальное лезвие в производственных условиях сложно и дорого, а направить его самостоятельно невозможно. Поэтому ножи с оживальной заточкой используются только в спецоборудовании, напр. микротомах – биологических приборах для получения тончайших срезов тканей.
Для одноразовых клинков, напр. лезвий безопасных бритв, используется граненая заточка, поз. 4, т.е. оживальная образующая, как говорят математики, аппроксимируется отрезками прямых. Количество граней заточки указывается в сертификате или на сайте производителя. Для толстой грубой щетины лучше подойдет 3-4-гранная; для нежных волос не на лице – 8-гранная. Универсальной считается 6-гранная.
Угол α
Угол заточки дается всегда в половинном значении α, т.к. многие инструменты и, напр., штык-ножи, затачиваются на одну сторону. Для ножей различного назначения угол α выдерживается в след. пределах:
- 10-15 градусов – медицинские скальпели, опасные бритвы, ножи для художественной резьбы.
- 15-20 градусов – кондитерские (для тортов) и овощные ножи.
- 20-25 градусов – ножи хлебные и филейные.
- 25-30 градусов – охотничьи, походные, ножи выживания.
- 30-35 градусов – бытовые ножи общего назначения.
- 35-40 градусов – столярный инструмент, сапожные ножи, топоры.
Полуторная
Заточка ножей, кроме специальных, делается почти исключительно полуторного профиля, слева на рис. Полуторная заточка названа так потому, что пологая грань лезвия (спуск) формируется в процессе изготовления клинка и заточке не подлежит. Фактически, направка ножа с полуторной заточкой не сложнее заточки на простой клин. Полуторная заточка оптимальна для ножа, которым работают с самыми разными материалами, и сделать точилку для ножей с полуторной заточкой гораздо проще, чем на заточку граненую.

В центре и справа на рис. показаны стадии заточки лезвия и номера используемых на них абразивов. Номер абразива соответствует количеству его зерен на 1 кв. мм поверхности. Стадия доводки имеет некоторые особенности:
- Охотничьи и походные ножи не доводятся. Так ими легче резать твердое (напр., кости) с протяжкой (с подпиливанием). Кроме того, если случайно порезаться, то слегка рваная рана быстрее перестает кровоточить, легче заживает и опасность проникновения инфекции в нее меньше.
- Лезвия опасных бритв, ножей сапожных и для художественной резьбы после абразива доводятся до зеркальной гладкости на кожаном оселке с пастой ГОИ.
- Направку и доводку лезвий кухонных ножей можно свести в одну операцию с абразивом №№ 800-1100.
Оселок
Самодельная точилка для ножей будет гораздо удобнее и точнее, если оселок к ней не покупать, а сделать из отрезка квадратной профтрубы длиной 200-300 мм (слева на рис. ниже) или деревянного бруска.

Грани основы оклеиваются наждачной шкуркой соотв. номеров. Клей – канцелярский клеящий карандаш. Преимущества оселка из шкурки на основе очевидны:
- Гораздо дешевле наждачного бруска.
- Может быть сделан на 4 номера абразива, тогда как наждачные бруски максимум 2-сторонние.
- Износ (выработка) абразива возможны не более чем на толщину абразивного слоя шкурки; волнистость РК вследствие проворота оселка на штанге точилки (см. далее) также не более чем на эту величину.
- Как следствие, погрешность угла заточки от выработки и проворота оселка не превышает долей градуса.
- Оселок из трубы можно надеть на резьбовую штангу (в центре на рис.), что ускоряет и облегчает смену абразива.
- Оселок из трубы или деревянного бруска держится в любых зажимах под наждачный брусок не хуже последнего, справа на рис.
Приспособления для заточки ножей
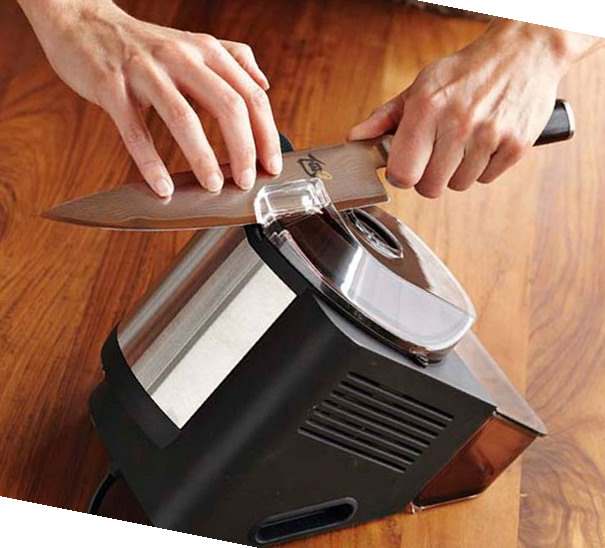
Простейшая ручная точилка для ножей это угловая рама, в которой зажат оселок, поз. 1 на след. рис. Такого же типа «фирма» есть в продаже, и вот это уж маркетинг так маркетинг: за пластиковую дощечку с наклонными гнездами под оселки хотят до $50 и более. Оселки – нестандартных размеров; обычные в дырки не влазят. Выработался – нужно докупать оригинальные. Цена – сами понимаете. А все удобство – клинок при заточке держать строго вертикально все же проще, чем выдерживать угол его наклона.

Пользование простейшей точилкой для ножей можно еще упростить до полного отсутствия необходимости в навыках, если дополнить ее скользящим башмаком с магнитным держателем для ножа, поз. 2. Порядок заточки в данном случае след:
- Нож правой рукой держат за рукоятку, проворачивая по ходу движения согласно кривизне лезвия;
- Пальцами левой руки, кроме большого, прижимают башмак к оселку;
- Большим пальцем левой руки давят на обух клинка, прижимая РК к абразиву.
Функция выдерживания угла наклона с оператора при этом снимается, а остальные распределяются на 2 руки. Навык заточки своими руками в таком случае вырабатывается сразу, но необходим держатель, прочно удерживающий нож и в то же время позволяющий ему скользить по своей поверхности. Сделать такой можно из магнитов привода каретки головок записи-считывания от негодного HDD дисковода (винчестера). Магниты привода каретки «винта» ниобиевые, тонкие, плоские, ровные и очень сильные (показаны красными стрелками на поз. 3). Их наклеивают РАЗНОИМЕННЫМИ полюсами на стальную полоску, сила притяжения клинка тогда удвоится. А чтобы обеспечить скольжение, держатель обтягивают фторопластовой пленкой толщиной 0,05-0,07 мм. Пойдет и ПЭТ от бутылок, но он толще и притяжение будет слабее. Полиэтилен не годится, сразу протрется.
Примечание: запомните этот держатель, он нам еще пригодится.
LM
Не требует каких-либо особых навыков и пользование ручной точилкой для ножей типа Lansky-Metabo, поз. 1 на рис. Схема ее устройства дана на поз. 2, а порядок пользования – на поз. 3. Недостатком точилки Lansky-Metabo считается нестабильность угла заточки по длине лезвия: по нему ведут штангой с оселком. Вынос точки касания при этом непрерывно меняется, т.к. она описывает дугу окружности, а лезвие иной конфигурации. Соотв. «плавает» и угол. Поэтому точилку Lansky-Metabo используют преимущественно для заточки походных и охотничьих ножей со сравнительно коротким клинком.

Однако данный недостаток возможно обратить в достоинство, если клинок зажать в клеммах корневой частью А (у черенка) и слегка повернутым кончиком от себя, поз. 4. Тогда у корня клинка угол заточки будет наибольшим, что оптимально для обработки твердых материалов или использования ножа как колуна. Так ведь им и работают в подобных случаях, чтобы внешнее плечо рычага рука-клинок было покороче.
К середине лезвия Б угол заточки будет плавно уменьшаться и достигнет минимума на сгибе его образующей Б1, что удобно для тонкой работы. Затем к кончику В угол снова увеличится, что сделает кончик более стойким при сверлении, долбежке/ударе и пробое (протыкании).
Примечание: еще одним недостатком точилки Lansky-Metabo считается трудность исполнения в настольном варианте. Но этот недостаток, как говорится, липовый, см. поз. 5.
Чертежи деталей оригинальной точилки Lansky-Metabo даны на рис. Цифры у окон под штангу (направляющую) соответствуют ПОЛНЫМ углам заточки.

На след. рис. дан сборочный чертеж зажима, а далее – чертежи и размеры клемм Lansky-Metabo, изготовленных из уголка 90х90х6 мм. Автор разработки скрывается под псевдонимом Serjant. Это, безусловно, дело его скромности. Но, между прочим, на производстве технологические новшества, позволяющие для изготовления фасонных деталей использовать стандартные профили, ценятся иной раз подороже серьезных изобретений.


Примечание: на след. рис. дан сборочный чертеж точилки Serjant. Насчет неудобства закрепления в тисках – см. выше.

Станок для заточки ножей
Наиболее совершенной бытовой ручной точилкой на сегодняшний день является станок для заточки ножей типа Apex. Его внешний вид, схемы устройства и порядок использования см. на рис. Apex может быть выполнен на плавно изменяемый угол заточки (поз. 2) или на фиксированные углы наподобие Lansky-Metabo (поз. 3). Штатно на Apex’е работают, как на Lansky-Metabo (поз. 4), но для более точной заточки возможны иные варианты, см. ниже.


Самодельный вариант точилки Apex – точилка для ножей Скоморох
В 2016 г., в рунете наделала шуму, пожалуй, не меньше, чем когда-то печка-бубафоня, настольная модификация Apex Ивана Скоморохова, см. рис. справа.
Точилки Скоморох много проще прототипа и ничуть не уступает ему в функциональности.
Как сделать точилку для ножей Скоморох, см. видео:
Не только ножи…
Оригинальная точилка Apex мало пригодна для заточки столярного инструмента – стамесок, железок рубанков. Угол заточки у Apex’а плавает по тем же причинам, что и у Lansky-Metabo. Между тем, если угол заточки стамески по ширине лезвия «гуляет» более чем на 1-1,5 градуса, то инструмент так и норовит уехать вбок, вылезти наружу или уйти вглубь массива дерева по его волокнам. Ровно и точно выбрать такой стамеской паз под шип/гребень очень трудно.

Для заточки столярного инструмента существуют особые приспособления, о которых и разговор нужен особый. Самоделки вроде роликовой точилки-тележки, см. рис. справа, скорее курьезы: не говоря уже о сложности, требуют каменного или стального стола, а, главное, не гарантируют от перекоса лезвия на оселке, что приводит к тому же нежелательному результату.
Между тем еще 2-3 года назад в одном из китайских журналов по техническому творчеству мелькнула доработка Apex’а для заточки, не уступающей таковой на фабричном электрическом заточном полуавтомате. Переделка не сложна, см. рис: штангу выставляют горизонтально по уровню и по нему же горизонт штанги держат, ведя заточку. В пределах угла поворота штанги в горизонтальной плоскости 10-12 градусов вправо-влево погрешность угла заточки менее 1 градуса. Если вынос точки касания от 250 мм, точить возможно стамески и железки рубанков шириной до 120 мм.

В таком режиме работы нулевой (теоретически) погрешности угла заточки можно добиться, если держать штангу неподвижной, а двигать нож, удерживаемый магнитным держателем, см. выше. Таким образом возможно затачивать и железки фасонных рубанков, если в зажимы поставить круглый в поперечном сечении, полукруглый, эллиптический или сегментный оселок. Главное, чтобы пятно касания при этом всегда было точечным.

…но и ножницы
Еще одна доработка точилки Apex для заточки ножниц (тоже дело в хозяйстве нужное) показана на рис. справа. Всего работы – пара отрезков уголка или обрезков оцинковки и 4 дополнительных отверстия в столе точилки. О процессе изготовления своими руками приставки для заточки ножниц к точилке Скоморох, см. след. видео:
Видео: заточка ножниц, приставка к точилке Скоморох
Напоследок еще о ножницах
Прежде чем хватать плохо режущие ножницы и совать их в точилку, проверьте, не разболтался ли шарнир. Разведите ножницы и посмотрите на них сбоку. Видите, кончик завернуты винтом навстречу друг другу? Потому ножницы и режут: точка контакта лезвий при резке смещается от корней к концам. И потому трудно резать ножницами левой рукой: заворот концов рассчитан на кинематику правой. А если шарнир ножниц разболтался, лезвия будут уходить в стороны друг от друга и не справятся даже с бумагой. В таком случае нужно просто подтянуть клепаный шарнир молотком, а винтовой – отверткой.
Большинство деталей для заточного станочка можно изготовить буквально из чего угодно, следуя общему принципу устройства. Как пример возьмём ламинированную или полированную ящичную фанеру толщиной 8-12 мм, которая повсеместно применялась при изготовлении корпусов советской радиотехники.
Основание должно быть тяжёлым — около 3,5-5 кг — иначе станок будет неустойчивым и непригодным для заточки тяжелого рубящего инструмента. Поэтому приветствуется включение в конструкцию стальных элементов, например, основание корпуса можно «подковать» уголком 20х20 мм.
Из фанеры нужно выпилить лобзиком две детали в форме прямоугольной трапеции с основаниями 170 и 60 мм и высотой 230 мм. При резе оставляйте припуск 0,5-0,7 мм на обработку торцов: они должны быть прямыми и точно соответствовать разметке.
Третья деталь — наклонная плоскость из фанерной дощечки размерами 230х150 мм. Она устанавливается между наклонными сторонами боковых стенок, при этом трапеции боковинок опираются на прямоугольную боковую сторону.
Другими словами, основание станка — это своего рода клин, но наклонная плоскость должна выступать в передней части на 40 мм. По торцам боковых стенок отложите рейсмусом две линии с отступом вполовину толщины фанеры. Просверлите в каждой дощечке по три отверстия для скрепления деталей шурупами. Перенесите сверловку на торцы наклонной части, временно соедините детали основания.
В задней части боковые стенки соединяются бруском 60х60 мм, который крепится в торец двумя шурупами с каждой стороны. В бруске нужно изготовить 10 мм вертикальное отверстие с отступом в 50 мм от центра, то есть 25 мм от края. Чтобы быть уверенным в вертикальности, лучше сперва сверлить тонким сверлом с обеих сторон, а затем расширять. Сверху и снизу вкрутите в отверстие две футорки с внутренней резьбой М10, а в них — 10 мм шпильку длиной 250 мм. Здесь может потребоваться немного подрегулировать нижнюю футорку, если её резьба не совпадает со шпилькой.
Устройство подручника.
Снимите с основания плоскую наклонную часть — её нужно доработать, снабдив устройством фиксации и прижима обрабатываемого инструмента.
Сперва отложите от переднего края 40 мм и по этой линии припасовочной ножовкой запилите паз глубиной около 2 мм. Секционным или сапожным ножом с торца дощечки сколите два верхних слоя шпона, чтобы образовалась выборка, в которую можно вложить 2 мм стальную пластину заподлицо с общей плоскостью.
Подручник состоит из двух стальных планок 170х60 мм и 150х40 мм. Их нужно сложить вместе по длинному торцу с равномерными отступами по краям и изготовить три сквозных отверстия на 6 мм. Планки по этим отверстиям нужно стянуть болтами, располагая шляпки со стороны верхней, более крупной пластины. Дуговой сваркой пропеките каждую шляпку, сваривая её с пластиной, затем снимите наплывы металла и зашлифуйте пластину до получения идеально ровной плоскости.
Приложите более узкую ответную планку к выборке на краю и перенесите отверстия сверлом, затем закрепите подручник болтами. Перед установкой его также можно намагнитить постоянным током, это поможет в заточке мелких лезвий.
Механизм фиксации.
Вторая часть подручника — прижимная планка. Она также изготавливается из двух деталей:
- Верхняя Г-образная планка 150х180 мм с шириной полок около 45-50 мм.
- Нижняя ответная планка прямоугольной формы 50х100 мм.
Детали нужно сложить наподобие того, как складывались части подручника, располагая ответную планку у дальнего края верхней прижимной. По центру проделываем два отверстия с отступом в 25 мм от краёв маленькой детали, через них стягиваем детали двумя 8 мм болтами. Заводить их нужно в противоположных направлениях, при этом шляпка верхнего (ближнего) болта располагается со стороны прижимной планки. Шляпки болтов также привариваются к пластинам и предварительно шлифуются до получения аккуратных скруглений.
На наклонной дощечке с отступом в 40 мм от края проведите рейсмусом линию, и изготовьте по одному 8 мм отверстию в 25 мм от верхнего и нижнего краев. Соедините разметкой края отверстий и лобзиком сделайте пропил с припуском. Полученный паз доведите напильником до ширины 8,2-8,5 мм.
Скрепите прижимную и ответную планку через паз в дощечке. Выступающий сверху болт затяните гайкой так, чтобы планка сохраняла минимальную подвижность, затем законтрите соединение второй гайкой. Для прижима или отпуска планки снизу (в нише основания) накрутите на второй болт гайку-барашек.
Регулировка угла заточки.
На шпильку, вкрученную в брусок основы, набросьте широкую шайбу и затяните гайку, чтобы стержень не проворачивался в футорках.
Регулировочную колодку нужно изготовить из небольшого бруска твёрдого материала размерами примерно 20х40х80 мм. Берите карболит, текстолит или древесину твёрдых пород.
В 15 мм от края колодка сверлится в 20 мм торец с двух сторон, отверстие расширяется до 9 мм, затем внутри нарезаем резьбу. С отступом в 50 мм от оси проделанного отверстия сверлится второе, но в плоской части детали, то есть перпендикулярно предыдущему. Это отверстие должно иметь диаметр около 14 мм, кроме того, его нужно сильно развальцевать круглым рашпилем.
Колодка накручивается на шпильку, так есть возможность относительно точно регулировать высоту проушины без сложной системы винтовых фиксаторов как в оригинальном станке, что на практике реализовать чуть труднее. Чтобы колодка была неподвижной при работе, её с обеих сторон нужно контрить гайками-барашками М10.
Каретка и сменные бруски.
Для точильной каретки понадобится соосно сварить 30 см отрезки шпильки М10 и гладкого ровного прутка толщиной 10 мм. Также необходимы два твёрдых брусочка размерами примерно 50х80 мм толщиной до 20 мм. В каждом бруске по центру и с отступом в 20 мм от верхнего края следует проделать 10 мм отверстие.
На штангу сперва накручивается гайка-барашек, затем широкая шайба и два бруска, снова шайба и гайка. Между брусочками можно зажать прямоугольные точильные камни, но лучше изготовить несколько сменных точильных брусков.
В качестве основы для них берите лёгкий алюминиевый профиль с плоской частью шириной 40-50 мм. Это может быть профильная прямоугольная труба или отрезки старого карнизного профиля.
Плоскую часть шкурим и обезжириваем, «Моментом» наклеиваем на неё полоски наждачной бумаги разной зернистости от 400 до 1200 грит. Выбирайте наждачку на тканевой основе, а на один из брусков приклейте полосу замшевой кожи для правки лезвий абразивной пастой.
Как правильно точить.
Для правильной заточки изготовьте из фанеры несколько шаблонов с углами 14-20? для режущих и 30-37? для рубящих кромок, точный угол зависит от марки стали. Зафиксируйте лезвие параллельно кромке подручника и прижмите его планкой. По шаблону отрегулируйте угол между плоскостями точильной колодки и наклонной дощечки стола.
Начинайте заточку крупным (Р400) бруском, если кромка не имеет правильного угла. Добивайтесь, чтобы полоса спуска приняла форму прямой полосы без извилин и волн. Снижайте зернистость и пройдите по обеим сторонам лезвия сперва бруском Р800, а затем Р1000 или Р1200. При заточке лезвия проводите бруском с небольшим усилием в обоих направлениях.
После заточки лезвие нужно поправить «кожаным» бруском, на который нанесено небольшое количество пасты ГОИ. При правке лезвий рабочее движение направляется только в сторону кромки (на себя), но не против неё. И, напоследок, небольшой совет: если затачиваете ножи с полированными лезвиями и гравировкой, оклеивайте их малярным скотчем, чтобы осыпающийся абразив не оставлял царапин. Также не помешает оклеить поверхность подручника виниловой самоклейкой.









