Как сваривать полипропиленовые трубы для отопления. Как правильно варить полипропиленовые трубы и фитинги. Какие трубы выбрать
Раньше трубопроводы для транспортировки жидкости составлялись в большинстве случаев из стальных труб. Сейчас они заменяются на более современные полипропиленовые изделия. Об особенностях материала, а также о том, как выполнять сварку таких труб, пойдет речь в статье.
На данный момент от использования стальных труб при укладке бытовых трубопроводов практически отказались. Им на замену пришли полипропиленовые трубы, обладающие множеством преимуществ. Монтаж такого трубопровода отличается простотой, выполняется посредством сварки. Освоить ее получится у любого желающего.
Особенности полипропиленовых труб
Полипропиленовые трубы отличаются главным образом тем, что они дешевле стальных, при этом обладают хорошими эксплуатационными характеристиками. Материал изготовления устойчив к коррозийному воздействию и крайне долговечен.
Как уже было упомянуто выше, соединение труб осуществляется сваркой. Стыки при этом получаются надежными и очень герметичными. Если знать технологию сварки полипропиленовых труб, то монтаж такого трубопровода в доме не займет много времени.

Область применения труб из полипропилена:
- Монтаж бытовых трубопроводов для транспортировки холодной и горячей воды;
- Сборка газопроводов;
- Создание отопительных систем;
- Использование в промышленности, транспортировка любых жидкостей, даже химических;
- Монтаж систем канализации.
Чтобы собрать надежную конструкцию, которая прослужит много десятков лет, полипропиленовые трубы соединяются посредством диффузной сварки. Такой способ характеризуется быстротой реализации, а также высоким качеством.
Инструменты и материалы для сварки ПП труб
Чтобы выполнить монтаж ПП трубопровода собственными руками, необходимо заготовить специальное оборудование. Основным инструментом в этом деле является сварочный станок с подходящими насадками. Приобрести его получится по цене приблизительно в 100-120 у.е.
Стоимость аппарата формируется из его технических характеристик, а также набора поставки. Поскольку инструмент потребуется только для монтажа полипропиленовых труб, то от него не требуется высокий показатель мощности. Он будет определять исключительно время выполнения работы, но не конечное качество, а также степень герметичности сварного соединения.

Если говорить о комплектации, то необходимо проверить, что набор включает в себя насадки, подходящие по диаметру для сварки ПП труб. Обычно туда входят все распространенные размеры. Если же планируется сварка трубы нестандартного диаметра, то соответствующую насадку можно докупить.
Если планируется выполнение разового монтажа трубопроводной системы, то не имеет смысла приобретение сварочного аппарата. Гораздо разумнее взять его в аренду в специализированной монтажной компании.
Прочие приспособления для монтажа конструкции:
- Обезжиривающий состав (с задачей хорошо справится спирт);
- Неворсистая натуральная тряпка;
- Рулетка;
- Строительный карандаш либо маркер для разметки;
- Торцеватель либо нож.
Рекомендация. Чаще всего набор поставки сварочного аппарата включает в себя труборез. Этот инструмент используется для легкой и аккуратной нарезки труб. Если он отсутствует в комплектации, труборез необходимо приобрести отдельно.
Подготовка к сварке труб из полипропилена
Для начала необходимо нарисовать план трубопровода. На нем нужно разметить размеры труб, места размещения арматуры, а также ее количество. Перед самой сваркой проводится комплекс подготовительных действий, необходимых для успешного выполнения работы.
Для начала необходимо проверить труборез, если он новый. Проще всего это сделать с помощью лишней трубы или ее участка. Срез должен выйти аккуратным и гладким. Теперь можно переходить к нарезанию труб. Заранее замерьте нужные размеры отрезков. Для выполнения задачи вместо трубореза можно использовать ножовку по металлу. В таком случае необходимо дополнительно обработать срез, устранив все дефекты.

Стоит проверить, круглые ли трубы (они бывают сплюснутыми - это деформация). Затем замеряется глубина вхождения изделия в фитинг. Ее нужно отметить на внешней стороне трубы, при этом зазор должен составлять примерно один миллиметр. Нельзя задвигать трубу до самого конца. При выполнении сварки потребуется знание глубины вхождения.
К аппарату для сварки подключаются насадки нужного диаметра. Затем прибор включается. Ему требуется какое-то время для разогрева. Для сварки П П труб необходима температура 260 градусов. Обычно на сварочной установке присутствует специальный регулятор и сигнальная система. Она сработает, когда аппарат нагреется до заданного значения.
Еще до начала сварки необходимо проверить, что выбранные насадки подходящего диаметра. Срезы труб должны быть гладкими и обезжиренными. Лучше всего протереть спиртом сами насадки. В таком случае на них не налипнут частицы полипропилена.
Технология сварки
Предварительно нужно обезжирить срезы труб. Когда насадка нагреется до нужной температуры, на нее надевается элемент фитинга, а уже потом труба. Теперь необходимо подождать, пока детали нагреются. Их ни в коем случае нельзя прокручивать, так как это приведет к деформации.
Сварка полипропиленовых труб должна продолжаться ровно столько времени, сколько указано в таблице из инструкции к аппарату. Данный показатель зависит от двух факторов: мощность сварочной системы и диаметр сечения трубы.

Частые ошибки при выполнении работы
Существуют частые ошибки при сварке полипропиленовых труб. Они связаны с неаккуратным проведением работы или отсутствием некоторых подготовительных действий. Знание возможных ошибок позволит избежать различных осложнений при выполнении задачи.
Проблемы могут возникнуть в том случае, когда не нанесена разметка, определяющая глубину введения труб. В этом случае может возникнуть зазор между элементами больше или меньше одного миллиметра. Такое соединение является крайне ненадежным. При эксплуатации оно быстро выйдет из строя.

Ни в коем случае нельзя сильно сжимать полипропиленовые трубы при сварке. В результате таких действий внутри изделий может скопиться расплавленный пластик. Он будет затруднять транспортировку жидкости либо полностью закупорит трубу.
Аналогичная проблема может случиться, если трубы будут перегреты еще до сварки. Поэтому необходимо следить за температурой, когда идет выполнение работы.
Сам по себе принцип сварки полипропиленовых труб довольно простой. С освоением этой технологии справится любой желающий. Когда человек ознакомится со всеми нюансами процесса и заготовит все необходимые материалы и инструменты, он может смело переходить к монтажу трубопровода из ПП.
Все чаше металлические трубы заменяют на пластиковые, в частности — из полипропилена. Они имеют длительный срок эксплуатации (до 50 лет), не ржавеют, не гниют, весят немного, да еще и собрать все можно своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует некоторого навыка, но он приходит быстро. Предварительно можно попрактиковаться на небольших обрезках и недорогих фитингах, а затем приниматься за создание более серьезных вещей.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:

Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения (до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.

Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.

Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:

Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.

Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
- На регуляторе выставляется требуемая температура нагрева. Для полипропиленовых труб температура сварки составляет +260°C. Именно ее выставляем на регуляторе, включаем в сеть.
- Дожидаемся сигнала набора заданной температуры. В некоторых моделях есть звуковой сигнал, но, в основном, загорается или гаснет светодиод (в разных моделях по-разному).
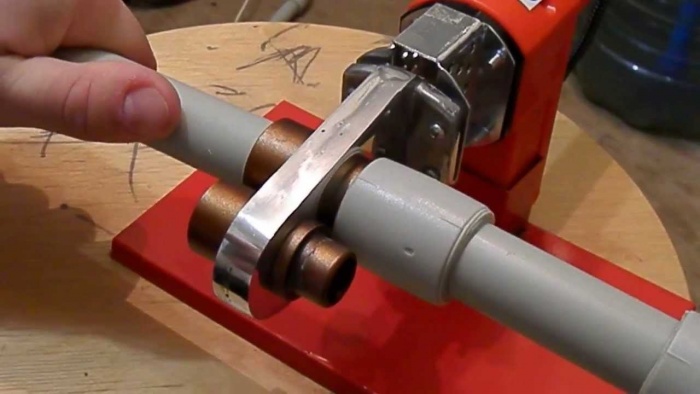
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.

Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
Обратите внимание, на колонку «глубина» сварки в таблице. Эта отметка ставится на трубе. До нее надо будет вдавить ее в фитинг. При этом перед кромкой фитинга образуется небольшой валик расплавленного пластика. Это и будет означать, что шов сделан верно.

Еще одна колонка требует пояснения — «время сварки». Это время, на которое надо сдавить и зафиксировать свариваемые элементы.
Вообще, если попробовать вставить холодную трубу в фитинг, она должна заходить с большим трудом — наружный диаметр трубы слегка больше внутреннего диаметра фитинга. Это сделано намеренно, для обеспечения некоторого излишка материала, из которого и образуется валик на шве. Чтобы сварка полипропиленовых труб была надежной, лучше все комплектующие брать одной фирмы. Так гарантировано размеры будут совпадать. В противном случае, надо примерять — чтобы фитинг не «проскакивал», а натягивался с трудом.
Технология
Как уже говорили, при сварке полипропиленовых труб, их и фитинги надо очистить, обезжирить и высушить. И только после этого можно начинать паять.
Такая подготовка подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как отрезали нужный кусок, срез зачищают до фольги специальным устройством — шейвером. В него вставляется труба и несколько раз проворачивается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.

После того, как поверхность высохнет, на трубе рисуют метку, отмечая расстояние на которое надо вдавить ее в фитинг (проще всего тонким маркером или остро отточенным простым карандаошом).

Пайка полипропилена пошагово

Одно замечание: сразу после окончания сварки, осмотрите насадки на паяльнике. Если есть остатки материала, они удаляются мягкой, безворсовой, нелиняющей (белой) тканью. Оставлять пластик на паяльнике нельзя — следующий фрагмент прилипнет, отдирать будет сложно. Нельзя чистить насадки с применением абразивов -покрытие у них тефлоновое, царапаются легко. А даже микроскопические царапины приведут к тому, что фрагмент на паяльнике (утюге), залипнет.
Работать, кстати, лучше в нитяных перчатках — меньше ожогов будет.
Перед вводом системы в эксплуатацию, ее надо проверить. Делают это при помощи опрессовки. Что это такое, и как ее делать, читайте тут.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).

Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.

Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.

Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.

При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.

Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
Сейчас уже никто не поддаёт сомнению надёжность полипропиленовых труб. При правильной эксплуатации они могут прослужить порядка 50 лет. Всё благодаря уникальности материала, который не гниет и не поддаётся коррозии.
Но чтобы всё прошло по плану, и ваш трубопровод служил вам много лет, необходимо осуществить правильную сварку полипропиленовых труб. Для этого вам понадобится следовать инструкции.
Внимание ! Полипропилен — разновидность пластика.
Благодаря своим уникальным свойствам и долгому сроку эксплуатации практически вытеснили из рынка металлические изделия. Как результат всё больше людей, хотят знать, как правильно осуществлять сварку таких труб.
Начать стоит с того, что есть давно проверенная инструкция сборки полипропиленовых труб. Она позволит вам не только соединять одинаковые по диаметру изделия, но и делать сложные разводки. Для этого используются специальные переходники.
Инструкция по монтажу полипропиленовых труб также включает в себя работу с обводами и монтаж разного рода арматуры. Как результат вы сможете собрать систему любой конфигурации.
К сожалению, без недостатков не обошлось. Несмотря на все свои преимущества, после сварки и монтажа полипропиленовые трубы разъединить не получится. Мало того, даже если вы их разъедините повторно использовать изделия не выйдет. Именно поэтому вы должны делать всё по инструкции. В таком случае созданная конструкция не потребует доработки.
Свариваем полипропиленовые трубы
Необходимое оборудование

Подготовка к процессу сварки полипропиленовых труб начинается с подбора подходящего инструмента. Для того чтобы сделать всё точно по инструкции вам понадобятся:
- аппарат для раструбной сварки;
- специальные насадки для разного диаметра труб;
- кусачки,
- фаскосниматель,
- шейвер.
Каждый из этих инструментов вы сможете найти в строительном магазине. Но здесь есть один нюанс, чтобы сварка полипропиленовых труб прошла точно согласно инструкции необходимо покупать не самое дешёвое оборудование. К примеру, качественный аппарат для сварки позволяет работать значительно дольше без повреждения тефлонового слоя насадок.
Совет ! Если вы не хотите тратить средства на покупку аппарата для сварки полипропиленовых труб согласно инструкции, возьмите его в аренду.
В большинстве случаев насадки идут вместе с аппаратом. Но дешёвые аналоги могут их не иметь. Поэтому если увидите слишком низкую цену, обязательно поинтересуйтесь комплектом поставки.
Инструкция по сварке
Аппарат для сварки не представляет собой что-либо сверхсложное. Пользоваться им довольно удобно. Особенно если он качественно сделан. Сама инструкция по сварке полипропиленовых труб состоит из таких этапов:
- Произведите замеры и отрежьте полипропиленовые трубы нужной вам длины.
- Подготовка. Чтобы процесс сварки прошёл точно по инструкции необходимо сразу подготовить все элементы. Это позволит избежать путаницы. Фитинги должны быть выложены в порядке очереди для монтажа.
- Разогрейте аппарат для сварки. Выставьте регулятор температуры на 260 градусов по Цельсию. Как только устройство достигнет нужной вам температуры, сигнальная лампочка отключится.
- Разогрейте поверхность полипропиленовых труб посредством аппарата для сварки и состыкуйте их между собой. При этом не делайте поворотов. Это может привести к разгерметизации.
При соединении полипропиленовых труб по инструкции вы должны строго выдерживать угол среза. В противном случае о герметичном шве можно забыть. В самом конце соединение зачищается.
Внимание ! Зачистка делается только после того, как шов остыл.
Нюансы технологии сварки

Чтобы сварка пропиленовых труб прошла согласно технологии, необходимо знать некоторые важные технические нюансы этой процедуры. Начать нужно с того, как правильно нагревать детали.
Нагрев производится с внешней стороны по краю трубы. В свою очередь, муфта прогревается изнутри. При этом глубина прогрева не должна быть слишком большой. Лишь после этого вы сможете соединить детали согласно инструкции.
Технология сварки полипропиленовых труб согласно инструкции в действительности довольно проста. В месте, где две детали соединяются, нагретый ранее материал сваривается.
Чтобы сделать разрезы точно по инструкции, необходимо не забыть про фаску. В качестве стандарта лучше всего взять немецкую норму DVS-2207-1. Согласно этому стандарту наклон составляет 15 градусов, а углубление в районе 2-3 мм.
Если же брать отечественный стандарт, то фаску по инструкции нужно делать в 45 градусов. При этом углубление составит треть толщины трубы. В действительности для сварки полипропиленовых труб подходят оба варианта. Если же говорить об их эффективности. То никаких достоверных данных по этому вопросу нет. Но большинство строителей применяет именно немецкий вариант.
Внимание ! Перед фаской полипропиленовую трубу и внутреннюю часть фаски по инструкции необходимо очистить. Также не помешает обезжиривание.
Аппарат для сварки должен быть установлен на специальной подставке. Сам процесс сварки выглядит следующим образом: с одной стороны, насаживается фитинг, а с другой — труба.
После того как детали дойдут до нужной кондиции - их нужно быстро снять, чтобы тут же соединить. Чем меньше период остывания, тем больше сварка полипропиленовых труб будет отвечать инструкции по стандартам качества.

Внимание ! Время удержания деталей зависит от диаметра и толщины полипропиленовой трубы.
Нельзя допустить перегрева деталей. Если это произойдёт, то фитинг и труба скорей всего деформируются. Всё из-за потери прочности, которая вызвана слишком высокой температурой. Естественно, что после такого соединение будет невозможным.
Недостаточный нагрев при сварке полипропиленовых труб по инструкции строго запрещён. Дело в том, что соединение, сделанное таким образом, не будет обладать нужной надёжностью. Из-за этого в значительной мере повышается риск потери герметичности всей конструкции. О длительном сроке эксплуатации в таком случае не может идти и речи.
Чтобы вставить трубу в гильзу нужно будет приложить определённое усилие. Тоже касается и фитинга. Дело в том, что насадки сделаны в виде конусов. При этом их наклон составляет пять градусов. При этом диаметр рабочей поверхности, соответствует изделию только в середине.
Когда вы вставляете изделие в гильзу, нужно довести его до упора. Сложность заключается в том, что давить дальше ни при каких обстоятельствах нельзя. Это может повредить конструкцию.
При сильном придавливании ухудшается проводимость изделия. Это из-за того, что на конце образуется утолщение. Но так как оно находится внутри, со стороны его заметить непросто. Поэтому нужно проявить максимальную осторожность.

Чтобы не ошибиться и всё сделать по инструкции замеряйте глубину гильзы. После этого возьмите линейку и сделайте соответствующую пометку на трубном изделии. Подобная предосторожность застрахует вас от неприятных неожиданностей.
Внимание ! Когда вы соедините изделие вместе с муфтой, у вас в запасе будет несколько секунд, чтобы поправить их положение.
Обезжириваем область сварки
Чтобы добиться хорошего и качественного соединения, необходимо для начала обезжирить область сварки. Возьмите ватку и налейте на неё немного спирта. После этого обработайте внутреннюю часть фитинга. Тоже нужно сделать с концом трубы.
Не забудьте удалить частички абразива. Даже пыль может негативно повлиять на качество соединения посредством сварки полипропиленовых конструкций. Именно поэтому так много внимания в инструкции уделяется этому вопросу.
Внимание ! Пыль и абразив вредят тефлоновому покрытию аппарата для сваривания.
Спиртом нужно обработать не только детали, но и насадки. Эта предосторожность позволит избежать налипания пластика. Благодаря этому риск повреждения тефлонового покрытия также уменьшается. Подобное случается довольно часто, когда механическим путём удаляются остатки засохшего полипропилена с рабочей поверхности.
Как проводится монтаж

Монтаж делается тогда, когда смонтированы элементы с фитингами. Также должны быть установлены повороты. Последние лучше всего сваривать отдельно, чтобы не нарушать инструкцию.
Не забывайте, что согласно общей строительной инструкции вы должны позаботиться о переходах между стенами. Также нужно сделать подключение к вводам. Тогда сваривание можно будет осуществлять на весу.
К стенам трубные изделия прикрепляются посредством хомутов. Они обеспечивают надёжное крепление и могут прослужить не один десяток лет. Сама полипропиленовая конструкция просто вдевается в них.
Внимание ! Если у вас частный дом, то пластиковые конструкции не подводятся напрямую к котлу. Для этого понадобится специальный фитинг.
Главной частью фитинга, который соединяет полипропиленовую конструкцию с котлом, является металлическая часть, длина которой около полуметра. Именно она подключается напрямую к обогревателю.
Достоинством конструкций из полипропилена является то, что их можно с лёгкостью прокладывать внутри стен, и это никоим образом не нарушит инструкцию по эксплуатации жилого здания. Тем не менее перед тем как начать пользоваться трубопроводом необходимо осуществить проверку герметичности.
Итоги
Как видите, инструкция по сварке полипропиленовых труб не представляет собой что-либо особо сложное. Достаточно следовать рекомендациям, выдерживать правильную температуру и не забывать о предварительной очистке и обезжиривании деталей.
Такая технология монтажа трубопроводов различного назначения, как сварка полипропиленовых труб, стала настоящей находкой для многих самодеятельных мастеров.
Трубы из полипропилена используются при устройстве водопроводных, отопительных и канализационных коммуникаций.
Выбравшие этот способ устройства водопроводных, отопительных и канализационных коммуникаций перестали быть зависимыми от услуг сварщиков, которые обходились довольно дорого.
Преимущества и недостатки ПП
Полипропиленовые трубы обладают рядом достоинств, среди которых:
- долгий срок службы;
- отсутствие коррозии;
- небольшая масса;
- легкость монтажа, с которой может справиться человек, не обладающий квалификацией электрогазосварщика.

К недостаткам ПП-труб можно отнести:
- меньшую, по сравнению со стальными трубопроводами, прочность;
- высокий коэффициент теплового расширения;
- разрушение материала под воздействием ультрафиолетового излучения.
Для трубопроводов с холодной водой вопрос теплового расширения не так актуален, как для труб горячего водоснабжения и отопительных систем, однако с началом выпуска ПП-изделий, армированных фольгой или стекловолокном, проблему провисания нагретых водоводов можно считать закрытой. Что касается прочности, то пластиковые трубы лучше располагать под облицовкой. Таким же образом их следует защищать от солнечных лучей.
Если вы решились, взвесив все достоинства и недостатки полипропиленовых труб, соорудить из них своими руками трубопровод, то рекомендации о том, как должна вестись сварка пластиковых труб, наверняка вам пригодятся.
Вернуться к оглавлению
Какие трубы использовать
Сразу следует сказать о наиболее востребованных в устройстве трубопроводных систем трубок из полипропилена. В их числе:

- трубы сечением 32 мм (они применяются в стояках и подводящих трубопроводах);
- изделия поперечником 25 мм (используются для монтажа стояков, поэтажной разводки, монтажа отопительных систем)
- трубы диаметром 20 мм (подключение водопровода и отопительной системы).
Нужно напомнить, что для транспортировки горячей воды следует использовать армированные трубы, чей коэффициент теплового расширения равен 0,03, а для холодной воды можно использовать более дешевые изделия без армирующего слоя (их коэффициент расширения — 0,15).
Тем не менее изменение линейных размеров трубопровода, даже усиленного алюминиевой фольгой или стекловолокном на участке длиной 5 м может составить 15 мм (что же говорить о неармированных трубках, длина которых при нагреве до 90°С увеличивается на 1,5 см на каждом погонном метре).
Этот фактор следует учитывать при проектировании отопительной или водопроводной системы. Чтобы избежать напряжений в трубопроводе, на его прямолинейных участках протяженностью выше 5 м необходимо устанавливать не жесткий, а только поддерживающий трубу крепеж. Кроме того, на таких прогонах следует монтировать компенсаторы. Они могут изготавливаться П-образной формы или в виде петли.
Вернуться к оглавлению
Виды сварки ПП-труб

Схема сварки ПП-труб «встык».
Дополнительные повороты линии потребуют применения фитингов, а соединить их и трубы в единую систему поможет сварка пластиковых труб. Существует 2 ее типа.
- Фитинговая сварка.
Что касается последней, то она применяется при сборке трубопроводов диаметром 50 мм и более и толщиной стенок труб от 4 мм. Об этом способе будет рассказано позже. Необходимо отметить, что в домашних условиях монтаж такого трубопровода осуществляется редко, так как для него необходимо довольно дорогое специализированное оборудование. Эта технология в основном применяется для строительства магистральных водопроводов, в том числе и сточных.
Большее распространение получила фитинговая сварка, которую легко выполнить своими руками, купив или одолжив на время устройство для спаивания полипропиленовых труб.
Этот сварочный аппарат (по-другому, утюг или паяльник) отлично справляется с соединением трубопроводов самых востребованных в возведении индивидуальных систем водоснабжения и отопления диаметров.
Вернуться к оглавлению
Технология фитинговой сварки

Для сварки полипропиленовых труб потребуются фитинги.
Технология сваривания ПП-труб основана на физических свойствах полипропилена, плавящегося при нагревании до 175°С, но способного восстановить свою прочность при охлаждении, которое происходит в считаные минуты.
При сварке нагреваются и расплавляются и торцевая часть трубки, и фитинг. При стыковке в горячем состоянии они спаиваются воедино и, охлаждаясь, превращаются в практически монолитное соединение.
Сварка трубопровода ведется специальным паяльником, но в работе еще нужно использовать:
- разметочный инструмент;
- ножовку по металлу;
- строительный нож.
Однако с помощью ножовки и ножа трудно, хотя и возможно, добиться качественной обработки торцевых кромок трубок, поэтому для резки лучше применять труборез, а также шейвер, которым перед сваркой зачищаются внутренние полости трубок с армированием.

Поскольку при сварке трубки загоняются в фитинги, то, рассчитывая длину трубопроводной системы, следует учитывать, что каждая трубка будет заглублена в них на 14-22 мм (зависит от диаметра труб и фитинга) с каждого торца. При вычислениях к общей протяженности трубопровода нужно добавить результат вычислений (к примеру, 15 мм х 2K, где K — количество сварных стыков).
«Утюг» оснащается специальными насадками, в которых одновременно нагреваются трубки и фитинги соответствующих друг другу диаметров. Температура нагрева составляет 260°С. Как только полипропилен становится достаточно пластичным, элементы трубопровода соединяются и некоторое время удерживаются с некоторым усилием. Во время фиксации собранных деталей не допускаются нагрузки, отклоняющиеся в сторону от оси сборки.
Вернуться к оглавлению
Ошибки при сварке водоводов
Кроме различных перекосов, которые приведут к недостаточной герметичности швов, домашний мастер при сборке водовода может допустить еще несколько ошибок.

- Монтируются загрязненные или влажные трубки: грязь станет причиной непровара, а испаряющаяся при нагреве вода деформирует соединение или образует в нем «раковины». Чтобы избежать подобных неприятностей, трубки дополнительно следует очищать непосредственно перед свариванием.
- Подлежащая нагреванию полость армированной ПП-трубки плохо очищена от алюминиевой фольги: необходимо проверять качество зачистки стенок.
- На насадках паяльника остается полипропилен после сварки предыдущего участка — в этом случае остатки пластика необходимо удалять, но использовать для его удаления можно только деревянные приспособления или тряпочку, чтобы не повредить слой тефлона. Очистку насадок нужно проводить на слегка теплом инструменте.
- Использование для сварки некачественного материала — следует покупать ПП-трубы только у добросовестных продавцов. Неоправданно дешевая продукция должна вызывать подозрение.
- Причина некачественной сварки — использование труб, сделанных в разных компаниях. У них может быть различный химический состав, поэтому время их нагревания и остывания, а также степень размягчения и способность к диффузии может различаться. Для каждого контура лучше приобретать изделия одного производителя. Желательно закупать все элементы водовода одной партией.
- Некачественный монтаж трубопровода — о перекосах уже было написано, но на герметичности соединений губительно сказываются:
- недостаточное заглубление заготовки в фитинг;
- слабый прогрев элементов (не будет их надежной спайки) или промедление с соединением труб, которое приведет к застыванию пластика еще до их сборки;
- перегрев, из-за которого могут образоваться оплывы, ухудшающие проходимость коллектора;
Чтобы сварка пластиковых труб была качественной, следует воспользоваться данными следующей таблицы.
Из нее видно, что соединять нагретые ПП-трубки нужно как можно быстрее, а прижимать их друг к другу следует в течение времени, указанном в разделе «Время сварки». Кроме того, домашним мастерам, решившим собрать трубопровод самостоятельно, можно посоветовать сваривать линию еще до ее сборки на месте, где делать это будет неудобно. Поэтому необходима детальная схема с указанием точных размеров всех участков трубопровода и его конфигурации.
После появления на строительном рынке полипропиленовых труб они сразу приобрели популярность, в первую очередь – при строительстве канализаций и водопровода. Затем их начали использовать для отопления. Широкий спрос обусловлен длительным сроком эксплуатации, легким весом, простотой монтажа. Трубы бывают из чистого полипропилена или армированные внутри металлической фольгой. Чтобы их паять, необходим аппарат для сварки полипропиленовых труб, часто называемый . Может использоваться и другое оборудование, например, электрофитинг или просто клей.
Любой паяльник имеет рабочую поверхность, нагреваемую от электричества. Такое оборудование в быту получило название утюг для сварки полипропиленовых труб, что подтверждается его устройством. Паяльник оборудован одним или несколькими ТЭНами, которые нагревают насадки разных размеров. Благодаря возможности подобрать по диаметру заготовок соответствующие насадки, все работы можно выполнять одним аппаратом. Давайте рассмотрим, какой утюг лучше выбрать для работы.
Рассматривая рейтинг лучшего оборудования, в первую очередь можно выбрать модель Gerat Weld 75-110 69110. Такой паяльник подойдет для человека, занимающегося ежедневной пайкой труб. Инструмент удобен в работе и транспортировке, отличается длительным сроком эксплуатации. Несмотря на хорошие показатели, модель обладает приемлемой стоимостью.

Утюг для сварки труб Gerat Weld 75-110 69110
Если возникает вопрос, какой выбрать утюг для редкого домашнего пользования, то здесь однозначно подойдет модель PRORAB 6405-К. Он отличается меньшей стоимостью и достаточно надежен. При правильной работе аппарата хватит, как говорится, на всю жизнь.

Аппарат для сварки труб PRORAB 6405-К
Мастерам, привыкшим использовать только лучшее оборудование, оптимально выбрать модель REMS МСГ-63FM. Паяльник удобен в работе, так как прогревается за короткое время, а сделанный им сварочный шов считается самым прочным и аккуратным. Стоимость такой модели, конечно, велика.

Сварочный аппарат для полипропиленовых труб REMS MSG 63 FM
Последними в рейтинге стоят одноразовые модели. Какой из агрегатов лучше выбрать – неважно. Низкая стоимость изделия позволяет его использовать для одного ремонта отопления или водопровода в доме, а затем просто выбросить.
Инструмент для резки труб
Во время работы с трубами требуется не только оборудование для сварки, но и режущий инструмент. лучше резать специальными ножницами.
Существует 3 вида ножниц, которые можно выбрать для резки труб толщиной до 42 мм:

Водопроводные и канализационные трубы большого диаметра режут специальным труборезом. Срез получается ровным и готовым к пайке. Гильотина справится с трубой диаметром до 350 мм.
В домашних условиях вопрос, чем резать полипропиленовые трубы, у многих хозяев не возникает. Их режут болгаркой, ножовкой по металлу и даже электролобзиком. Можно делать и так при отсутствии ножниц, но получившийся срез будет с большими заусеницами. Перед сваркой их придется тщательно зачищать, на что уходит дополнительное время.
Существующие способы сварки труб
Как уже выяснили, чтобы сваривать трубы, необходимо специальное оборудование. Но, кроме того, что их можно варить при определенной температуре нагрева, существует еще холодный способ соединения. Сейчас подошло время выяснить все существующие способы сварки.
Диффузный способ
Самый надежный сварочный шов получается при диффузной пайке. Метод применим для соединения только однородных материалов. Используемое оборудование – тот же паяльник с насадками. Когда нагрев инструмента достигает заданных параметров, происходит расплавление кромки трубы и фитинга. При стыковке полипропилен обеих заготовок смешивается между собой и после застывания образуется единое целое.

Раструбный способ
Аналогичное оборудование применяется для раструбного метода пайки. На паяльнике выставляется определенная температура нагрева, и подбираются насадки по диаметру свариваемых заготовок. Трубы отрезают под прямым углом, а в армированных изделиях, например для отопления, дополнительно удаляют металлический слой. Соединяемые концы вставляют в насадки утюга, где выставлена соответствующая температура нагрева. После плавления кромки две заготовки соединяют между собой, не меняя их положения до полного остывания шва.
Стыковой способ
Метод стыковой пайки применим для труб большого диаметра. Паяльник оборудуется ровным сварочным зеркалом. Когда достигается заданная температура, зеркало расплавляет отрезанные под прямым углом торцы трубы. Две заготовки специальным механизмом прижимают друг к другу и дают им время остыть. Сварочный шов обретает механическую прочность за счет смешивания полипропилена обеих заготовок и сильного прижатия расплавленных кромок.

Муфтовой способ сварки
В этом методе для сваривания двух концов труб используется специальное оборудование – электрофитинг. Внутрь муфты вставляют два конца трубы, отрезанной под ровным углом. С блока питания на электрофитинг подается напряжение. Когда температура нагрева достигает оптимальных показателей, заготовки свариваются между собой.

Полифузный способ
Этот метод аналогичен диффузному способу пайки. Отличие заключается в том, что паяльником греют только одну из двух соединяемых заготовок.
Холодный способ
Соединение полипропиленовых труб холодным способом применим для домашних трубопроводов с низким рабочим давлением. Пайка происходит за счет клеевого раствора. Им обрабатывают край трубы и внутреннюю часть фитинга, после чего детали соединяют.

Как влияет температура паяльника на процесс сварки
Время и температура нагрева полипропилена влияют на качество сваренного стыка. При соблюдении этих параметров расплавленный полипропилен приобретает эластичность, способствующую качественной диффузии молекул. Сваренные заготовки изменяют молекулярный уровень, образуя после остывания прочную связь.
Если не соблюдать время и температуру нагрева, получится бракованный стык:
- когда время или температура нагрева меньше нормы, диффузия происходит не в полной мере. Молекулы свариваемых деталей не успевают дойти до сопрягаемых точек, и шов получается слабым. Со временем стык разрушается, и в этом месте появляется течь;
- если время или температура больше нормы, при стыковке деталей произойдет их деформация. Кроме некрасивого внешнего вида, расплавленный полипропилен перекроет внутреннее отверстие трубы, уменьшив тем самым ее сечение.
Чтобы правильно варить полипропиленовые трубы, важно точно соблюдать эти 2 параметра.
Как выбрать температуру и время нагрева?
Паять полипропилен можно при температуре 255–265 о С, но оптимальной считается – 260 о С. Такие параметры имеет любой паяльник без регулятора температуры. Однако на качество пайки влияет температура наружной среды. В холодном помещении с длительными перерывами между пайкой температура насадки может отличаться в меньшую сторону от заданной. Выходом будет увеличение времени прогрева на 1–2 секунды. Обратная реакция происходит внутри помещения с повышенной температурой. Чтобы правильно получалось варить стык при любых условиях, лучше выбрать паяльник с регулятором температуры.
Необходимо учесть, что время нагрева зависит от диаметра трубы. Кроме этого, важно знать время соединения и охлаждения стыка. Для определения всех этих параметров существует специальная таблица. На ее данные ориентируются перед тем, как начать паять полипропиленовые заготовки.

Температура сварки полипропиленовых труб (таблица).
Подготовка заготовок к пайке
Правильно соблюдаемая технология сварки полипропиленовых труб – это только 50% успеха. Перед тем как паять заготовки, их надо подготовить.
Инструкция довольно проста и состоит из нескольких рекомендаций:

После подготовки всех деталей можно включать паяльник и начинать паять трубопровод.
Инструкция по пайке
Любая работа должна начинаться с пробного стыка. Это поможет правильно настроить паяльник и избежать брака на следующих соединениях.
Инструкция пайки не вызовет затруднения даже у начинающего сантехника:
- Начинается сварка полипропиленовых труб своими руками с установки насадок нужного диаметра на паяльник. После этого инструмент подключают к электросети и ждут его нагрева до температуры 260 о С, о чем сообщит световой индикатор. Обычно паяльник прогревается за 5–8 минут.
- Край обеих заготовок одновременно надевают на насадки и, ориентируясь по таблице, выжидают время прогрева заготовок. Затем их снимают с насадок и ровно без поворотов вводят трубу внутрь фитинга до ограничивающей отметки.
Согласно той же таблице готовому стыку дают время естественного остывания, после чего с этим участком трубы можно продолжать работать. Обычно достаточно подождать 5–8 минут, а использовать готовый трубопровод в системе отопления или водопровода можно через 1 час после пайки последнего стыка.
Если точно соблюдалась инструкция и технология, система отопления не даст течи даже при высоких температурах, а стыки водопровода выдержат высокое давление.
Вконтакте









